Spring Back Effect In Sheet Metal Bending

Bending Basics The Hows And Whys Of Springback And Springforward
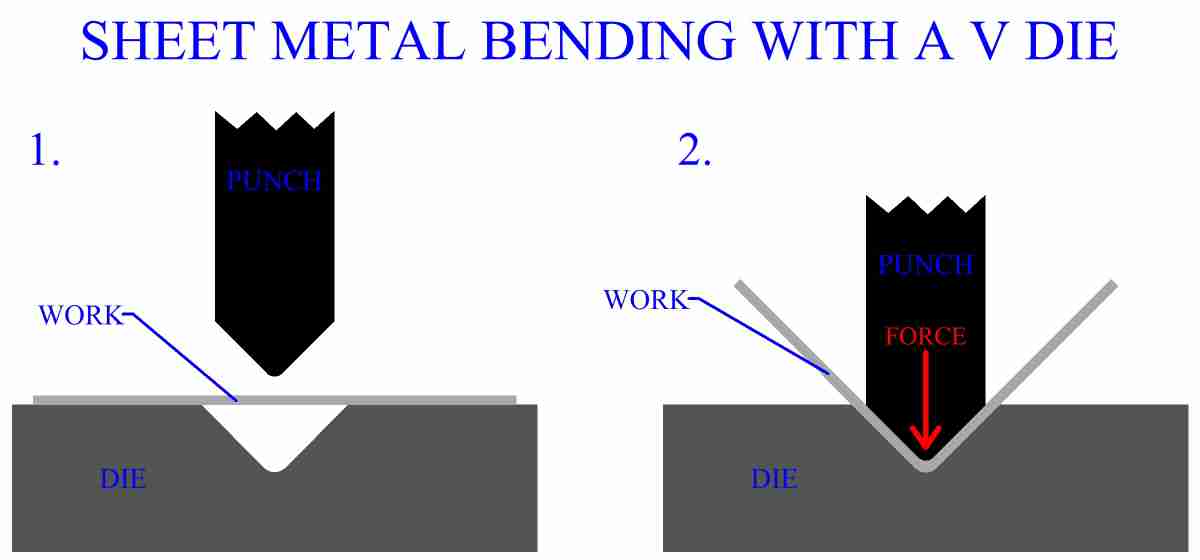
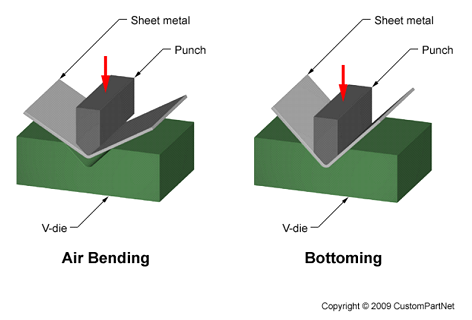
Sheet Metal Bending

Sheet Metal 04 Bend Allowance Spring Back Youtube

Springback Is The Factor For Every Industrial Deformation Of Metal Which Take Effect And Should Be Considered Dur Press Brake Press Brake Tooling Metal Bending
How Calculate Mitigating Springback Effect In Sheet Metal Stampingsimulation
Spring Back Sheetmetal Me
10 4172 2169 0022 1000382 page 2 of 7 5 4 0 271 9 1058 11 thickness working condition effects friction and the impacts of tool geometry on spring back formation to bending processes were.
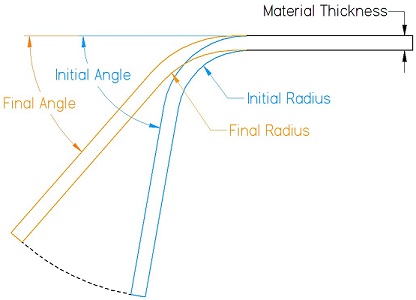
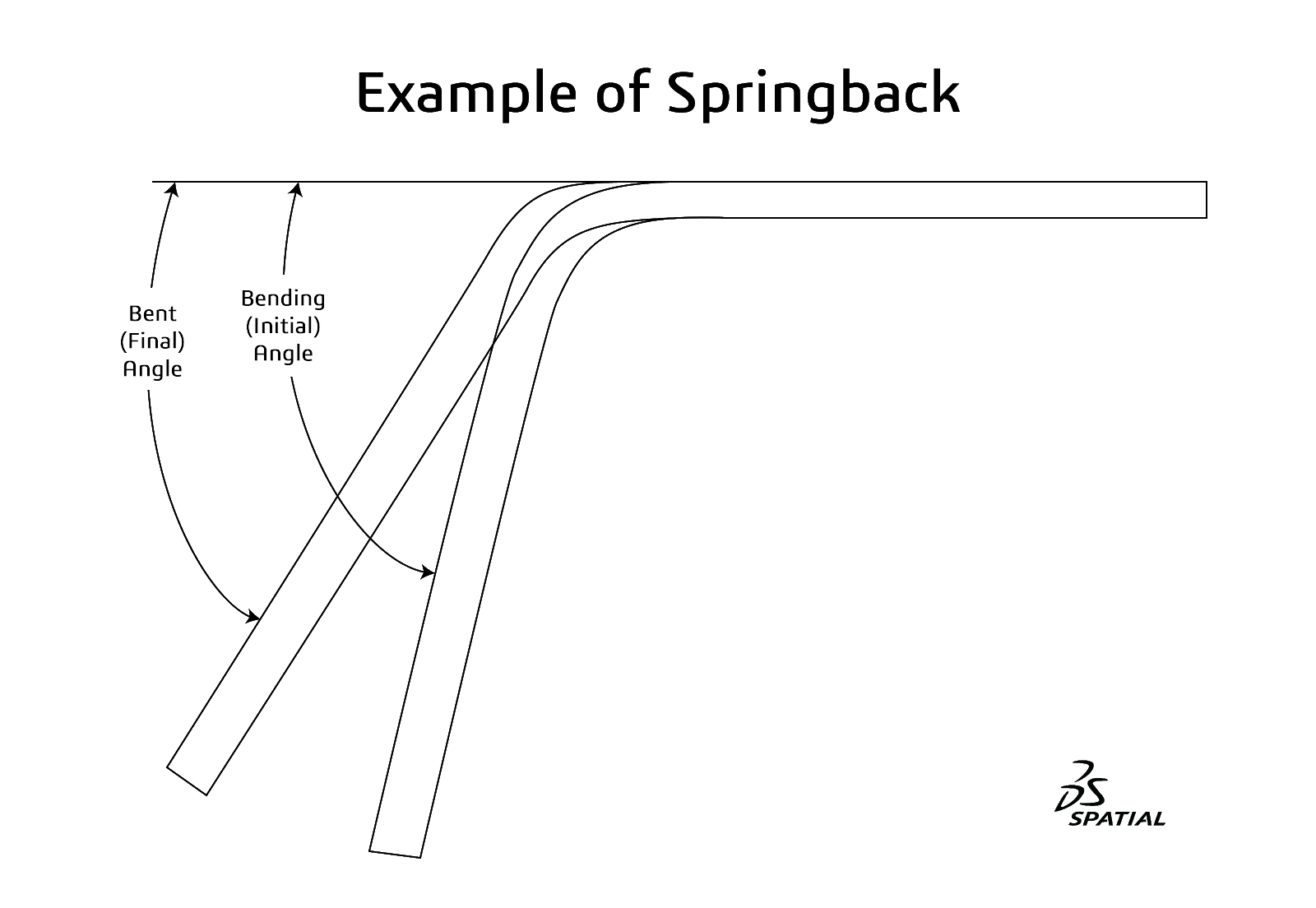
Spring back effect in sheet metal bending.
Sheet Metal Forming

Springback Calculator Beta Can Predicts The Amount Of Springback
What Is Springback Compensation

Webinar Fundamentals Of Bending Metal With Press Brakes Part 1 Press Brake Metal Metal Working
Https Www Mdpi Com 2075 4701 7 9 380 Pdf

This Cincinnati Webinar Is On The Fundamentals Of Bending Metal With Press Brakes Part 1 Of 2 Metal Fabricators And Product D Press Brake Metal Metal Working

Wire Mesh Bending Machine Wire Mesh Press Brake Tooling Mesh

How To Compensate For Springback When Bending High Strength Steel Youtube

Minimum Bend Radius Calculator In Sheet Metal Or Plate

Bending Metalworking Wikipedia

Pdf Study On Effects Of Spring Back On Sheet Metal Bending Using Simulation Methods

Press Brake Bending Basics A Guide To Sheet Metal Bending Machinemfg

91630000 Radius Mini Bender Metal Bending Tools Sheet Metal Fabrication Metal Bending
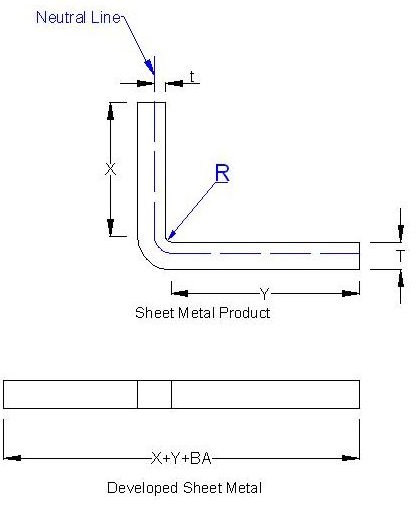
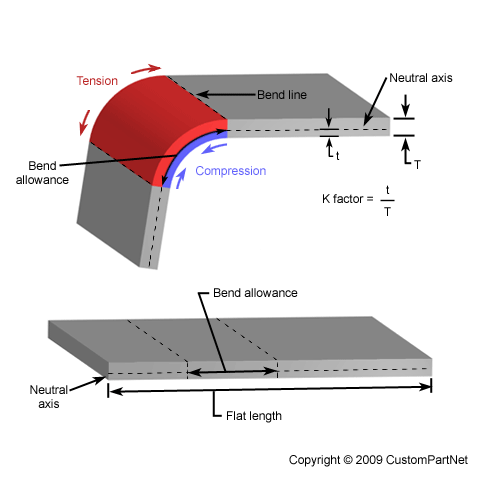
Sheet Metal Design Guide Calculate Bending Allowance Accurately Bright Hub Engineering

6 Spring Back In Bending Of Sheets And Plates Bending Deformation Engineering
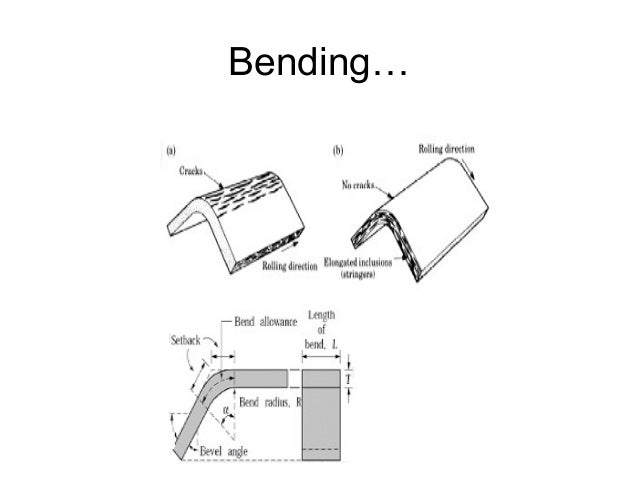
Dr R Narayanasamy Bending Of Sheet Metals

Pdf Laser Bending Of Stainless Steel Sheet Metals

Metal Origami Flat Pack Sheets Form Super Strong Shapes Sheet Metal Metal Sheet Design Metal Design
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcstma L Bevhbpa F H4vb51how0nqlosgwjjyoazxvd4kwtdb7 Usqp Cau
Https Www Mdpi Com 2075 4701 7 7 235 Pdf

Welding Projects Diy Welding Welding Projects Metal Working Blacksmithing

Crack Formation In The Bending Zone Download Scientific Diagram
About Y Factor And K Factor

Scissor Column Forming Clamps Concrete Column Clamps Steel Bar
Source : pinterest.com
